|
|
Post by bwerner22 on Jun 13, 2017 1:14:26 GMT
youtu.be/CKfck8MV9qsI'm having problems with homing. I checked the drivers and all of them are .6 volts. When I jog Z+ it rises and then falls, it does not hold position. I also switched out the Z driver to make sure it was not bad. It may be a belt tension problem or a motor problem will you please take a look and let me know what I'm doing wrong.
|
|
|
|
Post by Derek the Admin on Jun 13, 2017 15:42:19 GMT
Hey bud, I'm here to help.
It looks like it is coming down under controlled power. In other words, it doesn't look like it's just slipping or unable to hold the Z stage up. It just looks like it is purposefully driving it that direction.
Boot up the machine and type $X to unlock the machine. Set the jog distance to 1mm (under machine controls tab in UGS, look to the right once you are there). Now use the Z+ and Z- jog buttons to move up and down. Does it do as you expect? Is it moving in the correct direction?
Post a screen shot of your $$ settings or copy and paste them here please. It also almost looks like the pull-off is set to a huge value.
|
|
|
|
Post by bwerner22 on Jun 13, 2017 23:25:23 GMT
Hi Derek, I set the jog distance to 1mm and in the video I've linked I was only hitting Z+, It moves in the right position but it does not hold it's position. youtu.be/mfSYE76dl8M Here are my $$ settings 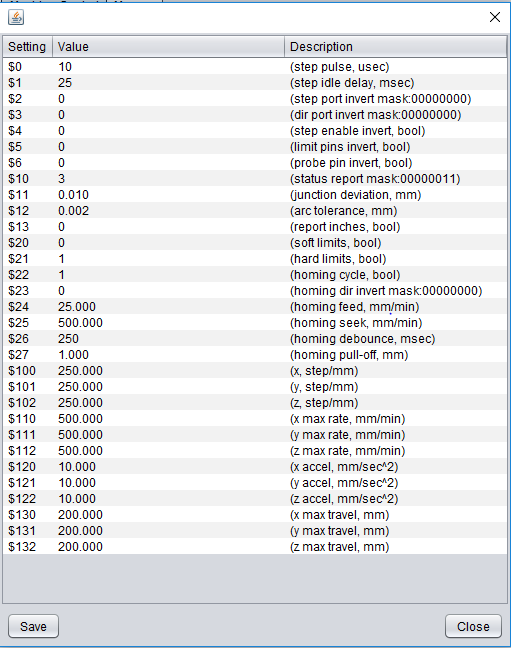 |
|
|
|
Post by Derek the Admin on Jun 14, 2017 1:07:21 GMT
Ill look at the video at work tomorrow where we have decent internet... but heres what I can tell your settings are all out of whack. There are too many to list. I would encourage you to open the assembly instructions, go to the bottom where we have the default settings listed, and reset them all one by one.
Here's what's happening though I think...
The steps per mm and homing pull off are wrong and hard limits are enabled where they should not be. It's pulling off the switch, but not far enough, leaving the switch still triggered. It then immediatrly recognizes this as hard limit contact and disables the stepper. If this is correct, my previous supposition that is was coming down under controlled power is wrong. I think once your settings match our defaults you will be fine.
Did you use Easel by chance? Or is this default grbl?
|
|
|
|
Post by Derek the Admin on Jun 14, 2017 1:08:44 GMT
And steppers aren't set to be enabled all the time in the settings you showed, which would also explain X falling.
|
|
|
|
Post by bwerner22 on Jun 15, 2017 0:34:31 GMT
Hi Derek,
The Z axis is working well now, but I still get a homing fail for X & Y. I fixed settings to those that are in the manual. What else can you think of for the X&Y? Thank you for your help. I'm a newbie, obviously and have no idea what i'm doing. haha.
|
|
|
|
Post by Derek the Admin on Jun 15, 2017 2:23:27 GMT
Sounds like we are one step closer.
It could be a few things. The most basic of which is a crossed connection between X and Y.
Can you tell me exactly what it is doing when the homing fail occurs? Does it crash in the axis and keep driving? Stop short of it? Does it do it every time or just sometimes?
|
|
|
|
Post by bwerner22 on Jun 15, 2017 17:10:27 GMT
youtu.be/IyjCcSth4EgHi Derek, This is what happens when I press $H. Nothing happens with the X & Y axis. The homing fails right after Z moves up and down a few times, which I'm grateful because it was barely doing that before. When I get home tonight I'm going to check the wire connections to the homing stops to make sure they're still good but it looked like they were yesterday. The connections to the board are correct, I checked that yesterday.
|
|
|
|
Post by Derek the Admin on Jun 15, 2017 22:07:04 GMT
Can I get another copy and paste of your $$ settings. It looks like hard limits are still enabled.
Derek
|
|
|
|
Post by Derek the Admin on Jun 15, 2017 22:15:33 GMT
Also, from the Z+ Z- video I'm thinking you may not have step idle delay set to 255. If it's set to anything but 255 the Z won't hold position. Look hard at setting $1. $1 must equal 255.
|
|
|
|
Post by bwerner22 on Jun 15, 2017 22:47:42 GMT
>>> $$
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=0 (dir port invert mask:00000000)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=600.000 (homing seek, mm/min)
$26=244 (homing debounce, msec)
$27=4.000 (homing pull-off, mm)
$100=40.000 (x, step/mm)
$101=40.000 (y, step/mm)
$102=80.000 (z, step/mm)
$110=8000.000 (x max rate, mm/min)
$111=8000.000 (y max rate, mm/min)
$112=3000.000 (z max rate, mm/min)
$120=250.000 (x accel, mm/sec^2)
$121=250.000 (y accel, mm/sec^2)
$122=250.000 (z accel, mm/sec^2)
$130=264.000 (x max travel, mm)
$131=264.000 (y max travel, mm)
$132=69.000 (z max travel, mm)
ok
|
|
|
|
Post by bwerner22 on Jun 15, 2017 22:48:31 GMT
Hi Derek,
I posted the settings. Everything seems to be wired properly.
|
|
|
|
Post by Derek the Admin on Jun 16, 2017 1:38:34 GMT
Thanks. Your settings look good now.
It is indeed behaving oddly.
Here's a few things I'd like to look into before we start replacing parts.
1) Is the Z pulley set screw tightened against the shaft with one screw against the flat on the shaft?
2) Do we have about 24V at the plus and minus terminal of the CNC shield?
3) What happens if you just jog X or Y by itself?
4) What happens if you just push X or Y with your hand when the machine is on and Grbl is connected? Does it resist your movement or does it just let you push it?
5) Just confirm for me that the Z belt is routed correctly please. From the top anchor point it goes down and around the upper idler on the Z plate, up and around the motor pulley on the X plate, down and around the idler on the X plate, up and around the bottom idler on the Z plate, then secures to the anchor on the X...with the teeth meshing with the motor pulley.
6) What is your multimeter switched to? I have seen before where someone had their meter set wrong and they actually had their drivers set to 0.06 Volts and the motors never had enough power to do anything.
Hang in there. I guarantee we will get you running one way or another.
Derek
|
|
|
|
Post by bwerner22 on Jun 20, 2017 0:00:55 GMT
Hi Derek,
Sorry it took so long to get back to you.
1.) yes
2.) 23.7 volts
3.) I can jog the machine using universal g-code sender for both x & Y
4.)I can not push x or y with my hand unless it is not powered.
5.) The Z belt is routed correctly.
6.) My meter is set to DCV 200, it's a harbor freight Cen-tech Digital Multimeter. The readings I am getting are .6 volts
|
|
|
|
Post by Derek the Admin on Jun 20, 2017 1:00:21 GMT
Im a little stumped by this one I'm sorry to say. I've gone through the usual little checks and the only thing I can think of is that there is something wrong with that Z port that is disabling the stepper driver after a movement finishes. I really can't think of a good electrical reason for it, but I'm not going hold you up while we ponder it. I'll have new boards sent out to you and we will rule that out of the equation.
Thanks for your patience.
Derek
|
|



